



|
|
L'hydraulique aide Gallatin Steel à déplacer une poche de fonderie tout en respectant le temps d'arrêt prévu
À Ghent, au Kentucky, la très moderne usine de Gallatin Steel produit des bandes de tôle d'acier depuis 1995. Cette usine, relativement jeune, possède cependant l'expérience nécessaire pour programmer les arrêts prévus pour effectuer les opérations de maintenance. Dans toute usine, un arrêt pour effectuer un entretien est organisé avec soin et engendre beaucoup de stress, les multiples intervenants ne devant pas se gêner sur le chantier. En octobre 2006, l'arrêt de maintenance, d'une durée de huit jours, comprenait une phase particulièrement critique : la révision de la couronne pivotante de la tourelle de la poche de fonderie d'une machine de coulée de brames minces. Une nouvelle approche, utilisant des vérins hydrauliques synchronisés pour soulever la tourelle, présentait l'avantage de pouvoir libérer les grues de l'atelier pour d'autres tâches. (La tourelle est située entre les portiques de deux ponts roulants. Elle aurait pu être soulevée par les deux ponts roulants à l'aide d'une traverse.) Processus de fabrication Utilisation de l'hydraulique L'ensemble chariot et piste comprend huit vérins Enerpac de 100 t, quatre de chaque côté, montés tête vers le bas. Les canalisations hydrauliques et les capteurs de position de la charge sont incorporés dans le chariot à l'emplacement de chaque vérin. Il s'agit de vérins double effet de 100 t ayant une course de 300 mm. La capacité de levage de 800 t comprend une marge de sécurité amplement suffisante pour une charge d'environ 300 t. Avantage de la commande numérique Le mot "numérique" peut suggérer qu'il s'agit d'un équipement difficile à maîtriser, mais le Synchronous Lifting System d'Enerpac, plusieurs fois primé, offre une simplicité d'utilisation étonnante. Le Synchronous Lifting System reçoit les signaux électroniques émis par les capteurs de position fixés à la charge à proximité de chaque vérin de levage. Ces signaux sont traités et, suivant les résultats, le calculateur numérique commande l'ouverture ou la fermeture des distributeurs hydrauliques.
Déplacement de la tourelle de la poche de fonderie Après enlèvement des 90 boulons périphériques de la couronne pivotante d'un diamètre d'environ 4,5 m, le levage commença avec des incréments de 6,35 mm, pour passer à 12,7 mm et enfin à 19 mm. Après chaque incrément, des cales d'épaisseur étaient insérées à l'endroit des vérins et fixées en place par des points de soudure. La hauteur de levage désirée, 254 mm, fut atteinte en 40 minutes et la tourelle déplacée au-dessus de sa couronne pivotante. Après le remplacement de la couronne pivotante à triple rangée de rouleaux, l'inspection des flasques de l'assemblage ne révéla aucune anomalie, il ne fut pas nécessaire de les rectifier. Le travail sur la couronne, la remise en place de la tourelle, ne demandèrent pas plus de 24 heures. Lors de l'opération de descente, il fallut surtout veiller à ne pas endommager les nouveaux boulons. Même si des goujons permettaient un positionnement côte à côte, il était important d'empêcher la tourelle de pencher lors de la descente. Ce qu'il faut retenir |
|
© InfraStructures - Tous droits réservés - All rights reserved |
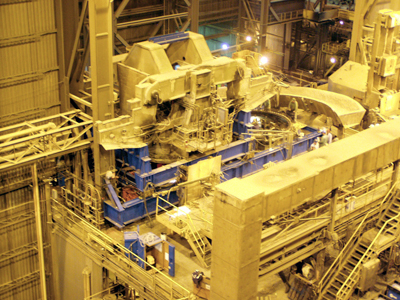
 R.G. Kelly Inc. a conçu un équipement et établi
une procédure pour le démontage de la tourelle de la poche
de fonderie. Sept vérins hydrauliques synchronisés sont utilisés
pour soulever la section supérieure de la tourelle afin de pouvoir
l'installer sur un chariot qui va la déplacer de 7 m sur une piste
spécialement fabriquée pour cela. L'ensemble chariot et piste
est une réalisation de la société Three D Metal Works,
qui a assuré la direction du projet et livré l'ensemble clé
en main.
R.G. Kelly Inc. a conçu un équipement et établi
une procédure pour le démontage de la tourelle de la poche
de fonderie. Sept vérins hydrauliques synchronisés sont utilisés
pour soulever la section supérieure de la tourelle afin de pouvoir
l'installer sur un chariot qui va la déplacer de 7 m sur une piste
spécialement fabriquée pour cela. L'ensemble chariot et piste
est une réalisation de la société Three D Metal Works,
qui a assuré la direction du projet et livré l'ensemble clé
en main.  Une mesure précise de la position de la charge à chaque
point de levage est cruciale. Une charge non uniforme cause l'apparition
de forces différentes dans les points de levage. D'autre part, lorsque
le levage commence et que la charge s'élève, la base d'un
vérin peut s'abaisser légèrement suite à la
compression de son support. Le capteur de position SyncLift utilise un mince
câble qui se déroule d'une bobine. L'extrémité
du câble est attachée à la charge et le capteur fixé
à une surface de référence stable (ou vice-versa).
De cette façon la commande de la position de la charge assure une
précision de 1,0 mm pour chaque vérin.
Une mesure précise de la position de la charge à chaque
point de levage est cruciale. Une charge non uniforme cause l'apparition
de forces différentes dans les points de levage. D'autre part, lorsque
le levage commence et que la charge s'élève, la base d'un
vérin peut s'abaisser légèrement suite à la
compression de son support. Le capteur de position SyncLift utilise un mince
câble qui se déroule d'une bobine. L'extrémité
du câble est attachée à la charge et le capteur fixé
à une surface de référence stable (ou vice-versa).
De cette façon la commande de la position de la charge assure une
précision de 1,0 mm pour chaque vérin. 




